
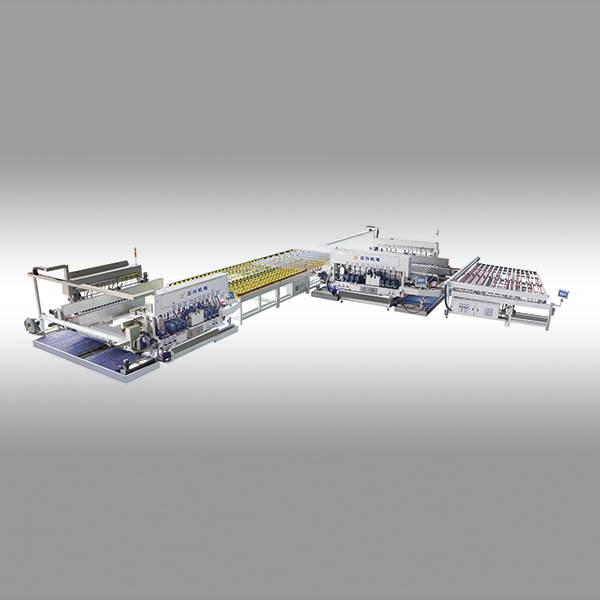
dubbel rand lyn hoë spoed super glas afwerking T oordrag tafel
FH4225 SM2242GT + ZT4225 + SM2225GTS

Beheer rekenaar

Presiese servomaatstelsel

breedte-aanpassingstelsel

Elektroniese onderdele van hoë gehalte

Pneumatiese poleerstelsel

Arris motor

Hoë doeltreffendheid oordrag tafel

Hoë doeltreffendheid oordrag tafel
Masjien Inleiding
Glas meet tafel
Bestuurstelsel
Die toerusting word gebruik om die glas wat verwerk moet word, oor te dra en te posisioneer, die lengte, breedte en dikte van die glas akkuraat te meet en die gegewens aan dubbelrandmolen en ander verwerkingstoerusting oor te dra vir verdere glasverwerking.
Die konstruksie van glas meet tafel bevat vier dele soos hieronder:
1. Posisioneringstabel
Die oordrag van glas wat na voor of na sy toe beweeg, word aangedryf deur frekwensie-omskakelaar en veranderlike frekwensie motor. Die transmissiesnelheid kan aangepas word. Presiese posisionering deur hoëgehalte-sensors. Die lengte, breedte en dikte van die glas kan gemeet word na die regte posisie.
2. Meettoestel
Die afmeting van die glaslengte en -wydte word gemeet deur 'n uiters presiese ratsneller aangedryf deur servomotor. Die dimensie van die glasdikte word gemeet deur silinder-aangedrewe nylonblok wat op die glasoppervlak druk en die kodeerder wat aangedryf word deur rat. Die silinderdruk word afsonderlik verstel.
3. Elektriese beheerstelsel
ECS bestaan uit programmeerbare beheerder (PLC), aanraakskerm (HMI), servomotor, servomotor, frekwensie-omskakelaar, frekwensie-omskakelingsmotor, sensor, ens. PLC beheer die masjien om outomaties volgens die verwerkingstegnologie te werk. HMI voltooi die interaksietaak tussen mens en rekenaar.
4. Sagteware-stelsel
Die sagtewarestelsel vergelyk die data van die glasmetertabel met die besteldata en stem outomaties ooreen met die naaste glasdata. Intussen word die glasdata na die dubbelrand slypmasjien en ander verwerkingstoerusting vir die vervaardiging van modus of groepe oorgedra.
Bedryfsbeginsel:
Plaas enkele vel handmatig of outomaties op die glasmeettafel. Glas meet tafel voer af, plaas en meet die afmetings van die glas lengte, breedte en dikte akkuraat. Meetglasdata word na die bestuurstelsel versend vir vergelyking om die bestellingsdata aan te pas en na die dubbelrandmolen en ander verwerkingstoerusting gestuur vir verdere glasverwerking. Volgende enkele glasplaat word op die glasmeettafel geplaas en die volgende bewerkingsiklus begin.
2. Glas reguitlyn dubbele rand poleer masjien.
Model No .: SM2242GT SM2225GTS
Hierdie masjien is ontwerp om twee teenoorgestelde kante van glas gelyktydig te poleer.
a) Beheer
Hierdie masjien neem Japannese Mitsubishi PLC-beheer en 'n 10 "-bedienerskoppelvlak in. Die skerm wys alle gedetailleerde parameters van glas. Elke masjien kan met sy eie rekenaar beheer word of deur die hoofrekenaar beheer word.
Die gebruiker se reg kan geklassifiseer word as operateur / herstel / administrateur, om te voorkom dat foute voorkom, masjien teen verkeerde werking beskerm.
b) Transmissie met hoë presisie.
Die twee vervoerbande word deur twee servomotore aangedryf, met 'n hoë presisie, hoë spoed, hoë sinchronisasie.
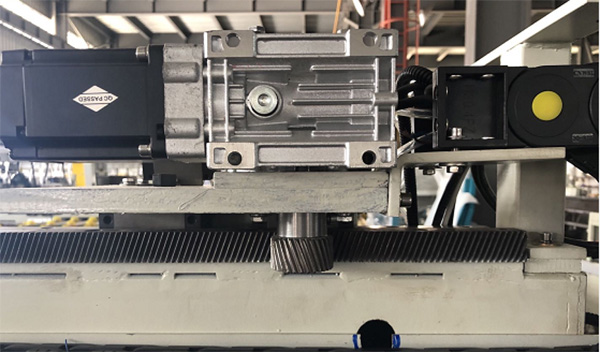
c) Beweging van mobiele slypgedeeltes.
Die mobiele slypafdeling beweeg langs 'n liniêre geleiding met dubbele kogellagers. Die transmissie word geïmplementeer deur middel van kogelskroewe, wat aangedryf word deur 'n servomotor. Die maksimum bewegingsnelheid van die slypgedeelte kan 15 meter per minuut bereik. Hierdie stelsel bevat ook 'n rem- en grypstelsel, wat 'n stabiele beweging van die slypgedeelte, lae trefkrag, kan waarborg. Hierdie struktuur kan die stabiliteit van die aangrypende krag vir groot grootte glas waarborg, selfs nadat die masjien 'n lang tydperk geloop het.
d) Elke dubbele rand het een outomatiese middelsteun, wat saam met die bewegende grynsnit beweeg, wat glas van middelposisie ondersteun om te verhoed dat glas buig. Vir baie groot dubbele kante voorsien ons ook nog een draagbare steunrail wat handmatig in die nood geplaas kan word.
e) Boonste op- en afwaartse stelsel gebruik skuifplaatstruktuur sonder vasstaande probleem as die tradisionele glyhulsisteem
f) Posisioneringstelsel.
Glaslaaiposisiestelsel bestaan uit vier dele: vaste rollers, bewegende luggreepstelsel, uitlêblokke (een links en een regs), boonste lugpersrollers (een links en een regs). Glas word presies in lyn gebring en styf gedruk deur die posisioneringstelsel. Hierdie stelsel waarborg die maalpresisie en poleereffek.
g) Maklike verstelling
Die verhoging / val van die boonste volgstelsel en die boonste arris-motors word aangedryf deur motors. Dit kan outomaties ingestel word volgens verskillende glasdikte.
h) Lugpoetsstelsel.
Die poleerwiel word bestuur deur lug, wat beheer word deur PLC en elektromagnetiese klep, wat vorentoe / terug kan beweeg volgens die glasposisie. Hierdie stelsel kan die slytasie van wiele outomaties vergoed, wat die glas konstant hou en dieselfde poleerresultaat kry.
Die bewegende stelsel vir poleringsmotors gebruik 'n hoë presisie dural lineêre glybaanstelsel.
i) Kelder en raam:
Is gemaak van dik vervaardigde staal, wat behandel word deur gloeiende oond in ons fabriek. Met 'n goeie stabiliteit en anti-torsie sterkte, anti-buig sterkte.
j) Motor
Gebruik 'n ABB-wisselaar met hoë presisie en lae vibrasie. Die motorsnelheid kan verhoog word tot 4300 RPM deur middel van frekwensie-omskakelaar, die werksnelheid van die masjien kan verhoog word tot 20 meter / minuut.
Die motorbeheerstelsel het 'n beskermingsfunksie van oorbelasting / gebrek aan fase / kortsluiting, elektroniese onderdele gebruik internasionale handelsmerke, standaardtipes, kan maklik in die mark gevind word, wat die klante se onderhoudskoste verminder, die produksiedoeltreffendheid verhoog.
k) Transportband aan die bokant / onderkant neem gordels aan.
l) Smeer:
Die dubbele kogellager-lineêre skroef en geleidingsrails word met 'n outomatiese oliepomp gesmeer.
Die masjien het ook 'n manuele smeerpomp toegerus wat die glyoppervlak smeer.
m) Werksnelheidsaanpassing: Deur middel van frekwensie-omskakelaar.
n) Watertenk, waterskinkbord, boonste / onderste tandriemdeksel, lineêre geleidingsrail / kogelskroefdeksels word in roesvrye staal vervaardig.
o) Amperometer meter:
kyk na die wielassortiment.
Meer besonderhede foto's.
Slypmotor met hoeksny
Vervang-buigsame ontwerp vir waterdigte verbindingsmodules verstaanbare aanwyser vir amper en hoër arris motor ampermeter.
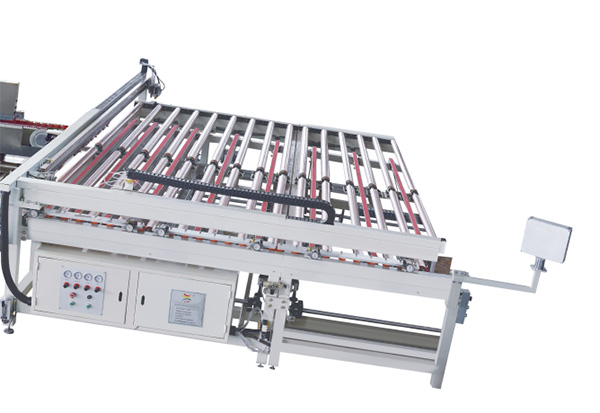
3. L-vorm Oordragtabel. Roltafel en tandriem.
Hierdie masjien bestaan uit 'n rolstuurstelsel en 'n tydsberekeningstelsel. Die rolstelsel word deur die ketting aangedryf, die spoed word beheer deur die omskakelaar wat ooreenstem met die instelsnelheid.
Die stuurstelsel van die tandriem kan omhoog en ondertoe beweeg. Wanneer glas uit die eerste dubbele rand verskyn, sal die tandriemstelsel opgelig word. Glas word na regs geplaas en dan op die rolstuurstelsel verlaag.
Tandriem vervoerbandstelsel gebruik aluminium profiel liggaam.
Tegniese parameters
Produksiesnelheid
| Item | Glas dikte | Maks. werksnelheid | Glasafwerking |
|
1 |
4 - 6 mm | 22 m / min | Ruwe maal |
|
2 |
8 -10 mm | 18 m / min | Ruwe maal |
|
3 |
12 - 15 mm | 15 m / min | Ruwe maal |
|
4 |
4 - 6 mm | 16 m / min | Fyn poleer |
|
5 |
8 -10 mm | 14 m / min | Fyn poleer |
|
6 |
12 - 15 mm | 12 m / min | Fyn poleer |
Werk presisie:
| Item | Beskrywing | Presisie Reikwydte |
|
1 |
Skuinslynpresisie | ≤ 0,5 mm / m |
|
2 |
Parallelle presisie | ≤0,2 mm / m |
|
3 |
Arris grootte presisie | ≤0,2 mm / m |
|
Item |
Parameter | Reikwydte |
|
1 |
Maks. glas grootte | 4200x2500 mm |
|
2 |
Min. glas grootte | 350 x 350 mm (enkele rand sonder middelbeugel)400 x 400 mm (die hele lyn) |
|
3 |
Glas dikte | 3 - 28 mm |
|
4 |
Arris breedte: | 1 - 3 mm |
|
5 |
Slypdiepte | 3 mm (enkelkant) |
|
7 |
Breedte verstel spoed | 1 - 15 m / min |
|
8 |
Werkende lugdruk | 0,7 MPa |
| Werkshoogte: | 920 - 960 mm | |
|
9 |
Volledige krag | Ongeveer 135 KW / 380V 50Hz 3P |